> Leistungen >
Prototypen/Prototypenwerkzeuge
Prototypen/Prototypenwerkzeuge
SLA: (Stereolithographie)
Ausgehend von einem CAD-Volumenmodell wird ein SLA-kompatibles (Stereolithographie-Apparat)
Dateiformat erzeugt. Das CAD-Volumenmodell wird dabei in Schichten zerlegt,
an eine mit Harz befüllte Maschine übergeben. Dessen Laser
fährt nun diese Schichten nach und verbindet an diesen Stellen
das Harz zu einer gelartigen Masse. Nach erfolgtem Bauprozess muss der
erstellte Prototyp in einem sogenannten Nachvernetzer mittels UV-Strahlung
ausgehärtet werden. In einem weiteren Schritt wird das Modell von
seinen Stützgeometrien gesäubert und für den weiteren
Gebrauch aufbereitet.
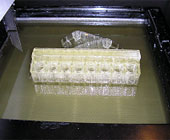
Bild1-4: SLA-Bauteile
SLS: (Selektives Lasersintern)
PA & PA-GF: Polyamide (PA) ermöglichen die
Herstellung und Produktion voll funktionsfähiger Prototypen mit
hohen mechanischen Eigenschaften und thermischer Belastbarkeit. Der
Einsatz von glasgefülltem PA-Pulver (PA-GF) ermöglicht den
Bau von thermisch höher belastbaren Bauteilen welche in funktionellen
sowie thermischen Test ihr Einsatzgebiet haben.
Polyamide SLS-Prototypen besitzen eine hervorragende Langzeitstabilität
und sind gegen die meisten chemischen Mittel resistent. Außerdem
können die Bauteile gegen Wasserdurchdringung, imprägniert
werden. Das eingesetzte PA-Material ist biologisch abbaubar und gesundheitsunschädlich.

Zylinderkopf
Baukastensystem

Zylinderkopf
Anschauungsmuster

Abdeckung
Gehäusebauteile
FDM: (Fused Deposition Modelling)
Ausgangsbasis ist auch hier das CAD-Modell welches in Schichten (geslicet=zerlegt)
wird. Die gesliceten Daten werden an die Maschine übertragen und
positioniert. Als Ausgansmaterial dient ein 1,8mm stärker Kunststoffdraht,
welcher je nach Materialwunsch variiert. Dieser wird in den x und y
verfahrenden Maschinenkopf gezogen und unter Einwirkung von hoher Wärme
geschmolzen um die Masse in Schichten aufzubauen. Das Material verfestigt
sich sofort nach dem Auftragen und steht somit ohne große Nacharbeit
als Funktionsbauteil für Versuche oder Funktionstests zur Verfügung.

FDM-Bauteilträger
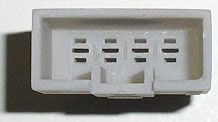
Stecker

Anschlag
DMLS: (Direct Metall Sintering)
Das Prinzip des DMLS basiert auf dem des SLS-Verfahrens. Hierbei kommt
ein cw-Laser (Festkörperlaser) zum Einsatz, welcher das Metallpulver
miteinander verschmilzt. Es entstehen ungeahnte Einsatzmöglichkeiten
wie bspw. die Fertigung von Werkzeugeinsätzen mit konturnaher Kühlung
im Kunststoffspritzguss. Kühlungen sind nun möglich, welche
mit herkömmlichen Fertigungsmethoden nicht herstellbar wären.

Getriebezahnrad

Spritzgusswerkzeug
3D-Printing:
Das zu fertigende Modell wird in Form eines CAD-Datensatzes an eine
eigens für diese Maschine entwickelte Software, weitergegeben.
Die gewünschten Bauteile werden in sekundenschnelle orientiert,
positioniert und in Schichten definierbarer Dicke umgerechnet. Nach
diesem Schritt wird ein Pulver mittels einer Walze über einem Arbeitstisch
glattgewalzt. Das System druckt flüssigen Binder entsprechend der
Schichtgeometrien auf einen Pulverwerkstoff und baut so das Modell Schicht
für Schicht auf. Da die Modelle im Pulver eingebettet sind, ist
keine Stützgeometrie erforderlich.

Getriebegehäuse
Vakuumgießen:
Das Vakuumgießverfahren kommt immer dann zum Einsatz wenn größere
Stückzahlen eines Bauteiles gefordert sind. Dieses Verfahren lässt
sich sehr wirtschaftlich einsetzen. Je nach Komplexitität des gewünschten
Bauteiles sind bis zu 20 Bauteile erhältlich. Als Ausgangsbasis
für die Herstellung einer solchen Silikonform dient ein SLA-Master
oder ein von Hand hergestelltes Modell. Nach Einarbeitung des Eingusssytemes
kann in die unter Vakuum stehende Silikonform, Polyurethan eingefüllt
werden. Somit lässt sich das Modell, lunkerfrei (ohne Lufteinschlüsse)
herstellen.
Durch Einsatz verschiedenster Rezepturen sind nahezu alle Materialeigenschaften
darstellbar. Selbst Elastomere stellen kein Problem dar.
|
|
 |
| Vakuumgussbauteile |
Serie |
Vakuumform |
Reverse Engineering
Rückführung eines realen 3D-Bauteils in CAD-Daten als Konstruktionsgrundlage.
Beim Reverse-Engineering wird durch eine hochgenaue Vermessung von Oberflächen
physischer Modelle eine geometrische Beschreibung erzeugt. Dies erlaubt
sowohl eine Beschleunigung der Entwurfsprozesse im CAD-System als auch
eine Qualitätskontrolle durch den Vergleich von CAD- und Fertigungsmodellen.
Fehler und Ungenauigkeiten in Design und Fertigung können somit
bereits zu einem frühen Zeitpunkt im Produktentwicklungsprozeß
festgestellt und korrigiert werden.
Prototypwerkzeuge:
Quick Mold: (schnelle Werkzeugherstellung)
Mittels dieser Anwendung ist es uns möglich, innerhalb kurzer Zeit,
Serienfähige Bauteile im Kunststoffspritzguss aufzubauen. Hierbei
nutzen wir eigens dafür hergestellte Stammformen und konzentrieren
uns auf die Formgebenden Bauteile. Als Ergebnis sind Bauteile aus allen
Serienwerkstoffen erhältlich.
|
|
 |
| RP-Spritzgusswerkzeug Oberseite |
RP-Spritzgusswerkzeug Gegenseite |
Gehäusebauteil
PA6GF30 |








