| Home | Unternehmen | Leistungen | Aktuelles | Service | Kontakt | Sitemap |
|
> Leistungen > Formenbau FormenbauHochlegierte verschleißbeständige Werkzeugstähle
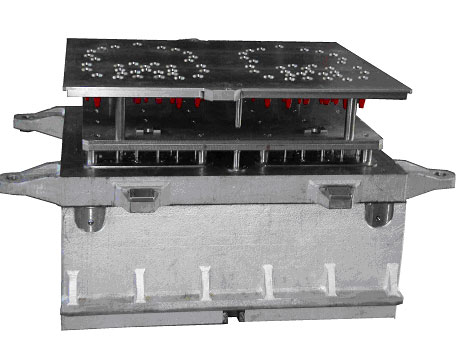
MetallFür höhere Standzeiten und Genauigkeiten kommen metallische Kernformwerkzeuge zum Einsatz. Eingesetzt werden unterschiedliche Eisenguss- und Stahlqualitäten. Die Auswahl wird auch hier durch die Anzahl der Abformungen je Zeitintervall und die geforderte Standzeit der Einrichtung bestimmt. Fertige Geometrien können mit Aufmaß vorgegossen werden. Fräszeiten werden somit reduziert. Bild 1 und 2: Kernformwerkzeug für Loramendi–Kernschießmaschine; Ausführung in 1.0050 (ST 52)
Bild 1: 3-teilige Einrichtungen: ein Boden, Seitenwände vertikal geteilt, inkl. Begasungs- und Schussplatte
Bild 2: Ähnliche Ausführung wie in Bild 1. Seitenwände hier in GJS 400 ausgeführt. Bei größeren Einrichtungen bietet
es sich an, einzelne Komponenten durch Gussteile herzustellen. Dabei
können Fräskosten eingespart werden, da die Geometrie vorgeformt
wird und überflüssiges Material (wie bei einem Rohblock vorhanden)
nicht zerspant werden muss. - gute Gießbarkeit
Hochlegierte verschleißbeständige WerkzeugstähleDie höchsten Anforderungen werden bei der automatisierten maschinellen Kernfertigung gestellt. Kurze Taktzeiten und hohe geforderte Standzeiten (200.000 – 300.000 Schuss) erfordern hochabriebfeste Materialien. Forderungen: Zum Einsatz kommen daher harte und zähe Werkzeugstähle (eingesetzte Materialqualitäten sind z.b.:1.2738; 1.2343; 1.2312). Für die effektive Bearbeitung sind moderne CNC- und Erodiertechniken erforderlich.
Bild 3: Cold-Box-Kernkasten für maschinelle Serienfertigung
Bild 4: Tiefziehprägewerkzeug in Aluminium |
|||||||||||||
| Impressum | ||